Medium Cutting Ceramic Finishing Media is a durable and long-lasting abrasive material that provides a smooth and consistent finish on various materials. It's compatible with vibratory and rotary tumblers and suitable for cutting, polishing, deburring, and burnishing. Achieve a high-quality finish with ease.
Item NO.:
Medium Cutting CeramPayment:
T/T, L/C, Western Union,Money GrainProduct Origin:
Xiamen ChinaShipping Port:
xiamenLead Time:
30 daysProduct Detail
Professional-grade industrial ceramic media serves as the cornerstone technology for modern surface finishing and component conditioning operations. Manufactured across extensive geometric configurations, precision-calibrated dimensional ranges, and engineered abrasive performance levels, these advanced finishing materials provide exceptional capabilities for metal part conditioning, polymer component refinement, and complex workpiece surface enhancement. High-quality ceramic formulations demonstrate proven integration with tumbling barrel systems, oscillating vibratory platforms, high-intensity centrifugal processors, and continuous-feed finishing lines while delivering consistent results across diverse materials including aluminum aerospace alloys, naval brass components, surgical stainless steel devices, electrical copper assemblies, and decorative zinc hardware applications.
Superior finishing outcomes demand comprehensive process engineering and strategic media specification. Essential evaluation criteria encompass component dimensional parameters, geometric feature complexity, substrate material properties, initial condition assessment, and target specification requirements. From heavy forging cleanup and investment casting gate removal to precision edge conditioning and ultra-high gloss surface development, professional ceramic media delivers validated process reliability and documented quality consistency supporting critical manufacturing operations requiring aerospace AS9100 compliance, medical ISO 13485 certification, automotive IATF 16949 adherence, and customer-specific quality standards.
Industrial ceramic media addresses specialized finishing requirements across diverse manufacturing sectors demanding precise surface quality control and validated process documentation:
Optimal finishing performance requires systematic engineering methodology incorporating materials science, mechanical engineering principles, and statistical process validation:
Correct media-to-part dimensional relationships follow validated engineering principles preventing lodging in critical features while ensuring adequate surface coverage. Subminiature precision media (0.3-1.5mm) addresses micro-molded components, MEMS devices, miniature spring assemblies, medical micro-instruments (<1mm features), Swiss screw machine parts (diameter <3mm), and dental restoration components. Fine precision media (2-5mm) serves small aerospace fasteners, watch movement components, micro-connectors, implantable medical devices, and precision optics mounts. Standard industrial media (6-12mm) processes general automotive components, industrial valve internals, pump impellers, commercial hardware, and typical CNC machined parts. Heavy industrial media (14-25mm) handles structural weldments, large forgings, heavy castings, mining equipment, construction machinery, and oil field components. Oversized specialty media (28-70mm) accommodates shipyard fabrications, power plant components, steel mill equipment, and large infrastructure projects.
Professional ceramic media achieves maximum processing efficiency when deployed with state-of-the-art finishing equipment featuring advanced automation, process monitoring, and quality control systems:

Precision-engineered circular bowl featuring adjustable orbital motion control, variable frequency drives (0-3600 cycles/min), integrated PLC automation, touchscreen HMI interface, automatic compound dosing pumps, water level sensors, cycle timers, and IoT connectivity enabling remote monitoring and predictive maintenance analytics.

Ultra-high-intensity centrifugal platform generating 40-80 G-force acceleration, rapid 3-10 minute finishing cycles, exceptional burnishing action developing Ra <0.1 micron surfaces, sound-dampened construction (<75 dBA), servo-driven precision control, and perfect for titanium aerospace components, cobalt-chrome medical implants, and high-value jewelry applications.

Advanced through-feed architecture enabling continuous high-throughput processing, automated part loading/unloading, RFID part tracking, fixture-based controlled orientation, selective area finishing capability, integrated vision inspection, real-time SPC data acquisition, and complete traceability satisfying aerospace AS9102 FAIR documentation and medical device DHR requirements.

Economical batch tumbling featuring quad or hex barrel configurations, independent variable-speed controls (5-35 RPM), programmable digital timers, gentle cascading action preventing part impingement, rubber-lined barrels minimizing noise (<70 dBA), and ideal for overnight processing runs, heat-treat scale removal, rust descaling, and producing uniform matte finishes on investment castings and precision forgings.
Advanced materials science knowledge enables precision process design and predictable manufacturing results across demanding applications:
World-class finishing operations implement sophisticated control strategies integrating advanced process control (APC), statistical quality control (SQC), and continuous improvement methodologies:
Implement Taguchi experimental design (L9, L18 orthogonal arrays) establishing optimal volumetric ratios: 1.5:1-2.5:1 for maximum aggression applications (heavy casting cleanup, forging descaling), 3:1-5:1 for balanced productivity/quality operations (standard deburring, medium finishing), 6:1-10:1 for quality-critical processing (fine polishing, cosmetic finishing), 12:1-15:1 for ultra-delicate components (thin stampings, wire forms). Monitor via calibrated load cells (±0.5% accuracy, NIST-traceable calibration) implementing X-bar/R control charts documenting load consistency with Cp >1.33 and Cpk >1.0 process capability indices.
Deploy advanced metering systems featuring variable-speed peristaltic pumps (±2% flow accuracy), pulse-dampened diaphragm pumps, or positive-displacement gear pumps synchronized with equipment timers. Implement continuous monitoring via in-line conductivity sensors (±1% reading accuracy), pH electrodes (±0.05 pH units, automatic temperature compensation), ORP (oxidation-reduction potential) measurement, turbidity monitoring, and real-time concentration tracking. Establish closed-loop PID control automatically adjusting dosing rates maintaining chemistry parameters within ±5% target specifications documented on trend charts and batch manufacturing records.
Develop comprehensive process specifications documenting: media type/shape/size/grade, precise load quantities (media weight ±2%, part weight ±1%), compound brand/type/concentration (±0.5%), water volume and quality (hardness 80-120 ppm, chlorides <25 ppm, pH 6.5-7.5), equipment settings (frequency ±10 Hz, amplitude ±0.5mm, rotation ±1 RPM), cycle duration with intermediate inspection points (25%/50%/75%/100% completion checkpoints), acceptance criteria (dimensional tolerances, edge radius targets, roughness Ra/Rz specifications, visual appearance standards ASTM D4449). Validate through process capability studies (minimum 50-piece sample, normal distribution verification via Anderson-Darling test) achieving Ppk >2.0 for critical aerospace/medical applications.
Establish predictive maintenance programs tracking cumulative operating hours (digital hour meters), total part throughput (production counter integration), media degradation via periodic sieve analysis (Tyler/US Standard mesh series), shape retention through visual inspection against photographic standards, cutting performance validation processing certified test pieces (monthly minimum frequency), contamination assessment (metallic fines gravimetric analysis, compound buildup via loss-on-ignition testing). Schedule proactive media additions (10-15% biweekly replenishment during steady-state operation) and complete changeouts before performance degradation (typically 80% of established lifecycle). Utilize kanban inventory systems ensuring two-bin availability without excess capital tied up in consumable inventory.
Install comprehensive wastewater management infrastructure: inlet pre-filtration (bag filters 5-50 micron), pH adjustment (acid/base feed pumps, static mixing), flocculation/coagulation (polymer injection, rapid mix tank), clarification (inclined plate settlers, dissolved air flotation), filtration (sand filters, cartridge filtration, bag filters), oil removal (oil-water separators, coalescing media, skim tanks), final polishing (activated carbon, ion exchange), and optional membrane systems (microfiltration, ultrafiltration, reverse osmosis) achieving >95% water recycle rates, <50 mg/L TSS discharge, heavy metals below POTW limits, and zero liquid discharge (ZLD) capability for facilities in water-stressed regions.
Implement comprehensive calibration programs per ISO/IEC 17025 requirements: vibratory frequency verification (optical tachometer, ±0.5% accuracy, annual calibration), amplitude measurement (precision dial indicators, ±0.001" resolution, semi-annual verification), load cell linearity checks (certified test weights traceable to NIST, annual recertification), timer accuracy validation (calibrated stopwatch comparison, ±0.1%, annual verification), pH electrode calibration (pH 4.0, 7.0, 10.0 buffer solutions, monthly calibration with two-point minimum), conductivity cell constant verification (KCl standard solutions, monthly validation). Maintain complete calibration records including dates, technician identification, equipment serial numbers, calibration standards used, as-found/as-left data, and out-of-tolerance corrective actions satisfying ISO 9001, AS9100, and ISO 13485 audit requirements.
Engineer sophisticated sequential finishing protocols: Stage 1 - Aggressive deburring (coarse ceramic P80-P120 equivalent, heavy-cut compound 1:20 dilution, 15-30 min) removing gates, runners, parting lines, major flash; Stage 2 - Intermediate smoothing (medium ceramic P180-P220, balanced compound 1:30 dilution, 30-60 min) refining surface texture, radiusing sharp edges; Stage 3 - Pre-polish conditioning (fine ceramic P320-P400, mild compound 1:40 dilution, 60-120 min) developing uniform base finish; Stage 4 - Fine polishing (very fine ceramic P600-P800, soap-based compound 1:50 dilution, 2-4 hours) achieving target Ra specifications; Stage 5 - Burnishing (ultra-fine porcelain P1000+ or stainless steel media, non-abrasive burnishing soap, 2-8 hours) developing maximum luster and reflectivity.
Deploy multi-parameter inspection methodology: Surface roughness profil ometry (portable stylus instruments Mitutoyo SJ-410, Mahr MarSurf PS10, Taylor Hobson Surtronic S128), 3D optical measurement (Keyence VK-X series, Zygo NewView, Bruker ContourGT), edge radius quantification (optical comparators 50X-200X magnification, certified gage pins/wires), dimensional verification (micrometers ±0.0001", calipers ±0.001", CMM for GD&T verification), visual appearance assessment (calibrated lighting booth D65/TL84/A illuminants, approved limit samples per ASTM D4449), surface cleanliness validation (ultraviolet black light inspection 365nm, white glove particle wipe test, gravimetric extraction per VDA 19, ISO 16232), adhesion testing for subsequent coatings (cross-hatch adhesion ASTM D3359, pull-off adhesion ASTM D4541), and corrosion resistance verification (salt spray ASTM B117, cyclic corrosion GMW 14872, CASS test ASTM B368).
Discover comprehensive finishing technologies, integrated manufacturing processes, and complete production solutions:
Complete Ceramic Media Family: Regular-density alumina (ρ=2.3-2.6 g/cm³), high-density alumina (ρ=2.7-3.1 g/cm³), ultra-high-density alumina (ρ=3.2-3.6 g/cm³), zirconia-toughened alumina composites, alpha-alumina single crystal, beta-alumina sodium conductor, silicon carbide black (α-SiC), silicon carbide green (β-SiC), reaction-bonded silicon carbide (RBSC), sintered silicon carbide (SSiC), boron carbide (B₄C), titanium carbide (TiC), tungsten carbide-cobalt (WC-Co 6%, 10%, 15%), diamond particles (natural, synthetic, polycrystalline), cubic boron nitride (CBN), cerium oxide (CeO₂), iron oxide (Fe₂O₃, Fe₃O₄), chromium oxide (Cr₂O₃), tin oxide (SnO₂), zirconium oxide (ZrO₂), yttria (Y₂O₃)
Organic and Polymer Media Systems: Urea-formaldehyde thermoset resin, phenolic resin (bakelite), epoxy resin shapes, polyester resin (unsaturated), vinyl ester resin, polyurethane elastomer (Shore A 60-95), thermoplastic polyester, acrylic polymethyl methacrylate (PMMA), polycarbonate, ABS copolymer, polypropylene, polyethylene, nylon 6, nylon 6/6, nylon 12, PEEK (polyetheretherketone), PPS (polyphenylene sulfide), natural agricultural products (black walnut shell, English walnut, hickory nut shell, pecan shell, hazelnut shell, almond shell, coconut shell, apricot pit, peach pit, cherry pit, olive pit, date pit, corn cob, wheat bran, oat hulls, rice hulls, buckwheat hulls, coffee chaff, peanut shell, sunflower seed hull), hardwood media (oak, maple, walnut, cherry, ash, birch), softwood media (pine, cedar, fir, spruce), bamboo fiber, sisal fiber, hemp fiber, jute fiber, coir fiber, kenaf fiber
Metallic Media and Steel Products: Low-carbon steel shot (SAE J827 cast, SAE J444 cut wire), high-carbon steel shot (0.60-1.20% C), stainless steel 302 (18-8), stainless 304 (18-8), stainless 316L (low carbon), stainless 410 (martensitic), stainless 430 (ferritic), chrome-plated carbon steel, zinc-plated steel, nickel-plated steel, copper-plated steel, brass media (Cu-Zn alloy 260, 270), bronze media (Cu-Sn alloy), copper pyramids, aluminum oxide-coated steel, ceramic-coated carbon steel, glass bead-filled polymer, tungsten carbide chips, tool steel pins (M2, M42, D2), bearing steel spheres (52100, 440C), music wire coils (ASTM A228), safety pins stainless, cotter pins, spherical ball bearings
Processing Equipment Technologies: Horizontal tub vibratory (rectangular, U-channel), round bowl vibratory (toroidal flow, spiral elevation), linear reciprocating vibratory (straight-line action), circular orbital vibratory, compound action vibratory (multi-axis motion), rotary barrel tumbler (hexagonal, octagonal, double-cone), centrifugal barrel (satellite configuration 4-8 barrels), centrifugal disc (high-energy 30-80 G-force), horizontal spindle centrifugal, vertical spindle centrifugal, drag finishing (rotating fixture, workpiece immersion), stream finishing (continuous flow-through), belt finishing (abrasive belt contact), disc belt combination, orbital disc finishing, planetary centrifugal, gyroscopic tumbling, acoustic vibratory
Surface Treatment Process Technologies: Manual hand deburring (files, scrapers, abrasive paper), pedestal grinding, bench grinder deburring, belt sander finishing, disc sander operations, rotary file deburring, thermal energy method (TEM), electrochemical machining (ECM), electrochemical deburring (ECD), electropolishing (EP), chemical milling, chemical etching, abrasive flow machining (AFM), magnetic field-assisted finishing (MAF), magnetic abrasive finishing, ultrasonic machining (USM), ultrasonic cavitation cleaning, laser ablation, cryogenic deburring (CO₂, liquid nitrogen), dry ice blasting, bead blasting, sand blasting, grit blasting, shot blasting, shot peening (conventional, dual peening), laser shock peening (LSP), ultrasonic shot peening (USSP), cavitation peening, water jet peening, burnishing (roller, ball, low plasticity LPB), deep rolling, surface densification
Chemical Processing and Cleaning Solutions: Strong mineral acids (hydrochloric HCl 10-37%, sulfuric H₂SO₄ 10-98%, nitric HNO₃ 10-70%, phosphoric H₃PO₄ 10-85%, hydrofluoric HF 5-49%), organic acids (citric, oxalic, acetic, formic, lactic, gluconic), alkaline cleaners (sodium hydroxide NaOH 5-50%, potassium hydroxide KOH, sodium carbonate Na₂CO₃, trisodium phosphate TSP, sodium metasilicate), neutral detergents (nonionic surfactants, anionic surfactants, amphoteric surfactants), emulsion cleaners (petroleum distillates, mineral spirits), chelating agents (EDTA disodium/tetrasodium, DTPA, NTA, gluconates, phosphonates), rust removers (phosphoric acid-based, oxalic acid, citric acid, molasses-based), descaling compounds (inhibited acids, ammonium bifluoride), paint strippers (methylene chloride, NMP, DBE, caustic-based), scale removers, oxide strippers (ferric chloride, ammonium persulfate), pickling inhibitors, passivation chemistry (citric acid 4-10%, nitric acid 20-25%), chromate conversion (hexavalent chromium, trivalent chromium), phosphate coating (zinc phosphate heavy/medium/light, manganese phosphate, iron phosphate), zirconium conversion, titanium-zirconium pretreatment, silane coupling agents, nanoceramic conversion coatings
Post-Processing and Drying Operations: High-pressure spray washing (1000-3000 PSI), low-pressure flood rinsing, immersion tank washing, ultrasonic precision cleaning (40 kHz, 80 kHz, 120 kHz), megasonic cleaning (800 kHz-2 MHz), vapor degreasing (nPB, modified alcohols, HFE, HFC), aqueous ultrasonic degreasing, CO₂ snow cleaning, centrifugal spin dryers (basket centrifuge), hot air convection drying (250-400°F), infrared radiant drying, microwave drying, vacuum drying chambers, freeze drying (lyophilization), critical point drying, desiccant drying, nitrogen blow-off, compressed air blow-off (HEPA filtered), rust preventative oils (solvent-based, water-based, dry film), VCI emitters (vapor corrosion inhibitor), desiccant packets (silica gel, molecular sieve, clay), modified atmosphere packaging (MAP), vacuum packaging, shrink wrap, stretch film, anti-static packaging
Surface Analysis and Metrology: Contact stylus profilometry (2D Ra, Rz, Rt, Rmax per ISO 4287), optical profilometry (3D Sa, Sq, Sz per ISO 25178), white light interferometry (sub-nanometer vertical resolution), confocal microscopy (µm lateral resolution), atomic force microscopy (AFM nanoscale topography), scanning electron microscopy (SEM 5nm resolution), transmission electron microscopy (TEM atomic resolution), energy dispersive spectroscopy (EDS elemental analysis), wavelength dispersive spectroscopy (WDS), X-ray fluorescence (XRF composition), X-ray photoelectron spectroscopy (XPS surface chemistry), Auger electron spectroscopy (AES), secondary ion mass spectrometry (SIMS depth profiling), Fourier transform infrared spectroscopy (FTIR), Raman spectroscopy, ellipsometry (film thickness), contact angle measurement (wettability), surface energy determination (Owens-Wendt, Wu methods), zeta potential (electrokinetic), gloss measurement (20°, 60°, 85° geometry), haze meters, DOI meters (distinctness of image), orange peel measurement, waviness, texture analysis, fractal dimension, Abbott-Firestone bearing ratio curve
Advanced Manufacturing Applications: Direct metal laser sintering (DMLS) post-processing, selective laser melting (SLM) support removal, electron beam melting (EBM) surface finishing, binder jetting infiltration preparation, material jetting layer smoothing, FDM/FFF support structure removal, SLA/DLP layer line elimination, polyjet model finishing, metal injection molding (MIM) brown part deburring, MIM sintered part polishing, ceramic injection molding (CIM) green body handling, CIM sintered component finishing, hot isostatic pressing (HIP) surface conditioning, powder metallurgy (PM) press-and-sinter parts, metal matrix composites (MMC), ceramic matrix composites (CMC), carbon fiber reinforced polymer (CFRP) edge trimming, glass fiber reinforced polymer (GFRP) finishing, hybrid metal-polymer assemblies, overmolded components, insert molding cleanup, two-shot injection molding parting lines, gas-assist molding gate removal, micro-molding flash elimination, compression molding deflashing, transfer molding runner removal, blow molding pinch-off removal, rotational molding seam finishing, thermoforming edge trimming, vacuum forming cleanup, twin-sheet forming weld line finishing, structural foam molding surface conditioning
Comprehensive financial modeling demonstrates compelling total cost of ownership advantages and rapid return on investment:
Professional finishing operations integrate comprehensive compliance programs addressing workplace safety, environmental stewardship, product quality, and international trade requirements:
Partner with our global network of surface finishing experts providing complete technical assistance including complimentary facility assessments, no-cost process feasibility analysis, free sample media evaluation (5-25 lb trial quantities), on-site equipment demonstrations, pilot production validation studies, PPAP support documentation, process capability studies (Cp/Cpk analysis), operator certification training programs (hands-on and classroom), SPC implementation assistance, troubleshooting support (phone, email, remote diagnostics, on-site visits), continuous improvement consulting (kaizen events, value stream mapping), and long-term partnership throughout your product lifecycle ensuring maximum productivity, optimal quality, and superior return on your surface finishing technology investment.
Request complete technical documentation packages including product data sheets, safety data sheets (SDS/MSDS GHS-compliant 16-section format), third-party test reports (material certifications, performance validation), application case studies with before/after photographic documentation, equipment specification sheets (dimensional drawings, electrical requirements, utilities consumption, performance specifications), competitive quotations with volume tier pricing (truckload TL, less-than-truckload LTL, small package), flexible commercial terms including consignment inventory programs, vendor-managed inventory VMI services, blanket purchase orders, scheduled releases, just-in-time JIT delivery, and payment terms (Net 30, Net 60, credit card acceptance, purchase order financing, lease options for capital equipment).
| Picture | Product Name | Specification (mm) | Function (Wet-Grinding) | Shape | |||||
|---|---|---|---|---|---|---|---|---|---|
| VR | R | N | NF | F | FF | ||||

|
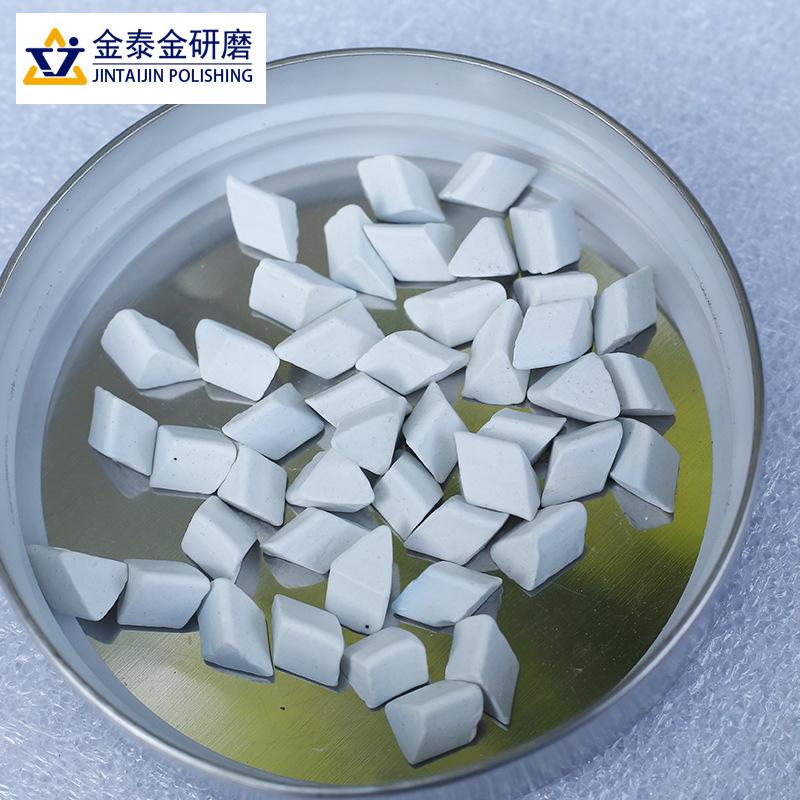
Brown Fused Alumina (Angle Cut Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20、25*25、30*30 |
● | ● | Angle Cut Triangle | ||||
Classification Standards: VR=Very Rough (Extreme Material Removal); R=Rough (Heavy Deburring); N=Normal (Standard Finishing); M=Medium (Balanced Processing); NF=Normal Fine (Intermediate Surface); MF=Medium Fine (Pre-Polish); F=Fine (Premium Surface); FF=Very Fine (Ultra-Precision Finish)
Custom media development services available including proprietary formulations, application-specific geometries, and performance-optimized blends with complete technical support and engineering assistance.
Comprehensive technical services including process feasibility studies, media sampling programs, equipment trials, validation testing, documentation support, and complete solutions addressing your unique surface finishing challenges and quality system requirements.
Email : info@surface-polish.com





 IPv6 network supported
IPv6 network supported 























 +86-592-2381506
+86-592-2381506 