
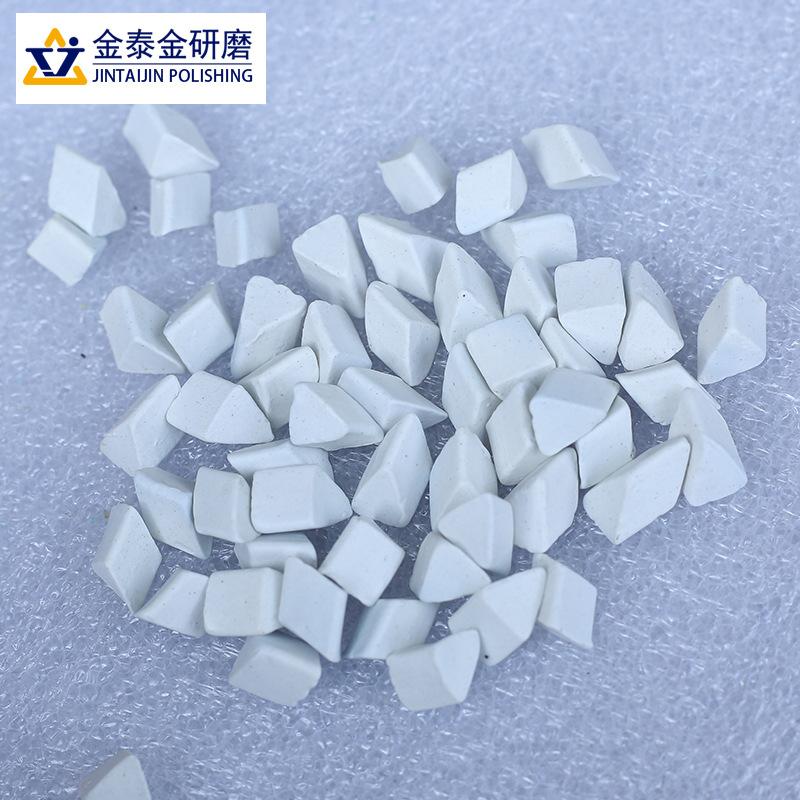
Light Cutting Ceramic Finishing Media is a versatile and reliable solution for achieving a smooth finish on a variety of materials. This high-quality media is compatible with vibratory and rotary tumblers and can be used for cutting, polishing, deburring, and precision cutting. Suitable for use on metals, plastics, and ceramics, it provides a consistent and precise finish that will leave your workpieces looking their best.
Item NO.:
Light Cutting CeramiPayment:
T/T, L/C, Western Union,Money GrainProduct Origin:
Xiamen ChinaShipping Port:
xiamenLead Time:
30 daysProduct Detail
Engineered ceramic polishing media represents a critical enabling technology for advanced manufacturing surface finishing operations. Available across extensive shape portfolios, precision-graded size ranges, and performance-optimized abrasive formulations, these technical finishing materials deliver superior results in metal component polishing, plastic part surface enhancement, and precision-machined workpiece treatment applications. Premium-grade ceramic compounds integrate seamlessly with tumbling barrel equipment, bowl vibratory finishers, disc centrifugal machines, and through-feed processing systems while demonstrating validated performance across aluminum aerospace components, brass plumbing fixtures, stainless medical devices, copper electrical connectors, and zinc automotive hardware applications.
Delivering exceptional finishing quality requires comprehensive analysis of application-specific variables and strategic process design. Critical engineering factors include workpiece size parameters, feature complexity evaluation, material hardness characteristics, pre-finish surface topology, and specification-driven quality targets. Whether addressing casting flash removal, machining burr elimination, weld spatter cleanup, heat-treat scale descaling, or achieving mirror-class surface brightness, engineered ceramic media provides validated reliability and documented process repeatability for critical manufacturing applications demanding zero-defect quality standards and statistical process control.
Ceramic media technology delivers mission-critical surface finishing capabilities supporting diverse industrial sectors with stringent quality requirements and specialized processing needs:
Achieving optimal finishing performance requires structured engineering methodology integrating tribology principles, surface science fundamentals, and empirical process validation:
Proper media-to-workpiece size correlation follows established engineering guidelines ensuring optimal surface contact density without geometric interference or feature lodging. Ultra-precision micro media (0.5-2mm) supports Swiss-type screw machine parts, micro-medical devices, semiconductor manufacturing components, and miniature electronic assemblies. Fine precision media (3-6mm) addresses watch and clock components, small aerospace fasteners, dental implant components, and jewelry findings. Standard production media (8-14mm) serves automotive powertrain parts, general industrial valves, pump impellers, and commercial hardware. Large industrial media (16-28mm) processes structural steel weldments, mining equipment components, heavy construction machinery parts, and oil field drilling equipment. Extra-large specialty media (32-60mm) accommodates shipbuilding components, power generation turbine parts, large forging cleanup, and specialized heavy industrial applications.
Engineered ceramic media delivers peak processing efficiency when integrated with advanced finishing equipment featuring process control automation and quality monitoring systems:

High-efficiency circular bowl design featuring toroidal media circulation patterns, programmable frequency control, automatic compound injection, integrated part separation, PLC process monitoring, and Industry 4.0 connectivity for predictive maintenance scheduling.

Ultra-high-energy centrifugal processing generating 30-60 G-forces, accelerated finishing cycles (5-15 minute typical), exceptional surface brightness development, noise-dampened enclosures, and ideal for aerospace titanium components and medical implant polishing.

Innovative rotating fixture technology enabling controlled part orientation, directional finishing, selective edge treatment, continuous throughput processing, barcode tracking integration, and real-time SPC data collection for aerospace quality documentation requirements.

Cost-optimized batch processing featuring dual or quad barrel configurations, independent rotation control, programmable timer systems, gentle cascading action for delicate components, and overnight unattended operation for maximum equipment utilization.
Deep understanding of ceramic media material science principles enables precise process engineering and predictable quality outcomes:
World-class surface finishing operations implement sophisticated process control integrating Six Sigma methodology, lean manufacturing principles, and advanced quality systems:
Deploy Design of Experiments (DOE) methodology establishing optimal media-to-part ratios across process windows: 2:1-3:1 for aggressive deburring maximizing part impingement, 4:1-6:1 for general finishing balancing efficiency with surface quality, 8:1-12:1 for fine polishing minimizing part contact. Monitor weight-based loading via calibrated scales (±0.1 lb accuracy) and implement control charts tracking load consistency ensuring Cpk >1.33 process capability.
Implement automated compound dosing systems with precision peristaltic pumps, concentration monitoring via conductivity meters or titration analysis, pH control (±0.2 units) through feedback loops, temperature regulation using heat exchangers or immersion heaters, and documented change-over procedures when transitioning between different finishing chemistry families preventing cross-contamination and ensuring batch-to-batch consistency.
Establish documented process control plans specifying: media type and size, load quantity (parts and media weight), compound type and concentration, water volume and quality parameters, equipment settings (frequency, amplitude, rotation speed), cycle duration with inspection intervals (25%, 50%, 75%, 100%), acceptance criteria (edge radius, surface roughness Ra/Rz, visual standards), and change-over protocols. Validate recipes through process capability studies (minimum 30-piece sample size) achieving Ppk >1.67.
Deploy media lifecycle tracking systems monitoring: cumulative operating hours, total part throughput, size degradation via screen analysis, shape retention through visual inspection, cutting performance validation using standard test pieces, contamination levels (metallic fines, compound buildup), and scheduling preventive additions (15-20% fresh media biweekly) plus complete changeouts before quality degradation. Maintain media inventory using Kanban systems ensuring JIT availability without excess carrying costs.
Install comprehensive water management featuring: inlet filtration (5-25 micron), pH neutralization reactors, heavy metal precipitation tanks, clarifier/settling basins, multimedia filtration systems, oil coalescers for tramp oil removal, conductivity monitoring, discharge compliance testing (weekly minimum), recirculation loops achieving 85-95% water reuse, and evaporative concentrators or membrane systems for zero liquid discharge operations meeting stringent environmental regulations.
Establish calibration schedules for: vibratory frequency verification (digital tachometer, quarterly), amplitude measurement (dial indicator, semi-annual), timer accuracy validation (stopwatch comparison, annual), load cell linearity (certified weights, annual), pH probe calibration (buffer solutions, monthly), conductivity meter standardization (calibration standards, monthly). Maintain calibration records satisfying ISO 9001 quality system requirements and customer-specific supplier quality manual specifications.
Design progressive finishing sequences: Stage 1 - Heavy deburring (coarse ceramic, aggressive compound, 20-45 min) removing bulk material and major defects; Stage 2 - Intermediate smoothing (medium ceramic, balanced compound, 45-90 min) refining surface texture; Stage 3 - Pre-polish conditioning (fine ceramic, mild abrasive compound, 1-2 hours) developing uniform base finish; Stage 4 - Final polishing (ultra-fine ceramic or porcelain, burnishing soap, 2-6 hours) achieving target Ra values; Stage 5 - Optional burnishing (steel media, non-abrasive compound) for maximum brightness.
Implement multi-parameter inspection protocols: Surface roughness measurement (portable profilometer, Ra/Rz/Rmax values), edge radius verification (optical comparator with certified masters, 20X-100X magnification), dimensional validation (micrometers, calipers, CMM for critical features), visual examination (lighting booth, approved limit samples), cleanliness verification (black light inspection, white glove test, particle extraction per ISO 16232), adhesion testing for subsequent coatings (tape test, cross-hatch test), and corrosion resistance validation (salt spray per ASTM B117).
Discover integrated finishing technologies, complementary surface treatment processes, and comprehensive manufacturing solutions:
Advanced Ceramic Media Portfolio: Calcined alumina triangles, tabular alumina cylinders, fused brown corundum, white aluminum oxide high-purity, pink alumina semi-friable, monocrystalline alumina, seeded-gel alumina, ceramic-bonded silicon carbide, reaction-bonded SiC, hot-pressed boron carbide, zirconia-toughened alumina (ZTA), partially-stabilized zirconia (PSZ), yttria-stabilized zirconia, cerium oxide polishing media, chromium oxide buffing compounds, diamond paste suspensions, cubic boron nitride wheels
Synthetic and Natural Organic Media: Thermoset polyester pyramids, thermoplastic acrylic cones, rigid polyurethane shapes, flexible urethane media, polyamide nylon abrasive, melamine resin triangles, urea-formaldehyde cylinders, crushed black walnut shell, English walnut grit, ground pecan shells, apricot pit granules, olive pit powder, cherry stone media, peach pit abrasive, almond shell flour, corn cob coarse grit, corn cob fine powder, ground corncobs, wheat middlings, rice bran, hardwood maple sawdust, softwood pine chips, bamboo fiber media, coconut coir, hemp fiber abrasive, sisal fiber media, synthetic cork granules, rubber crumb deflashing, cryogenic pellets
Metallic Burnishing and Cutting Media: High-carbon steel shot (cast), low-carbon steel cut wire, stainless 304 stainless balls, 316L stainless pins, 430 magnetic stainless, chrome-plated carbon steel, zinc die-cast shapes, zamak alloy pellets, aluminum oxide-coated steel, ceramic-coated carbon steel, tungsten carbide chips, hardened tool steel pins, bearing-quality steel balls, SAE 52100 spheres, music wire springs, stainless safety pins, brass tumbling pins, copper pyramid media, lead-free bronze shapes
Equipment Technology Platforms: Tub vibratory finishers, round bowl vibrators, linear reciprocating vibratory, U-shape trough finishers, rectangular tub machines, high-energy vibratory systems, low-frequency vibratory bowls, rotary barrel tumblers, octagonal barrel machines, hex barrel finishers, double-cone blenders, V-blender finishers, horizontal disc centrifugal, vertical spindle centrifugal, satellite centrifugal barrel, centrifugal disc machines, drag finishing equipment, stream finishing systems, belt finishing machines, disc belt combination finishers
Surface Modification Processes: Mechanical deburring, thermal energy deburring (TEM), electrochemical deburring (ECD), abrasive flow machining (AFM), magnetic abrasive finishing, ultrasonic cavitation deburring, cryogenic deflashing, shot peening, controlled shot peening, laser shock peening, burnishing operations, roller burnishing, ball burnishing, deep cold rolling, low plasticity burnishing, surface densification, work hardening, compressive stress induction
Chemical Processing Solutions: Acid pickling (hydrochloric, sulfuric, nitric, phosphoric), alkaline cleaning (caustic soda, soda ash, trisodium phosphate), neutral detergent washing, emulsion cleaning, solvent vapor degreasing, aqueous degreasing, ultrasonic cleaning chemistry, electrocleaning (anodic, cathodic, periodic reverse), rust removal chemistry, paint stripping compounds, scale removal solutions, oxide stripping, passivation treatments (citric acid, nitric acid), chromate conversion coating, phosphate coating (zinc phosphate, manganese phosphate, iron phosphate), zirconium conversion, titanium-zirconium pretreatment
Post-Finishing Operations: Spray washing systems, immersion washing tanks, ultrasonic precision cleaning, vapor degreasing equipment, centrifugal part dryers, hot air blast drying, infrared drying ovens, vacuum drying chambers, freeze drying systems, rust preventative application (solvent-based, water-based, dry film), temporary protective coatings, strippable plastic coatings, VCI paper wrapping, desiccant packaging, modified atmosphere packaging
Analytical and Measurement Technologies: Stylus profilometry (2D), optical profilometry (3D non-contact), white light interferometry, confocal laser scanning microscopy, atomic force microscopy (AFM), scanning electron microscopy (SEM), energy dispersive X-ray spectroscopy (EDS), X-ray photoelectron spectroscopy (XPS), Auger electron spectroscopy, contact angle goniometry, surface energy measurement, zeta potential analysis, gloss meters (20°, 60°, 85°), spectrophotometers, colorimeters, orange peel measurement, DOI (distinctness of image) meters
Industry-Specific Process Applications: DMLS post-processing, SLM surface finishing, EBM powder removal, binder jet infiltration preparation, FDM support removal, SLA layer line smoothing, material jetting surface enhancement, MIM brown part deburring, MIM sintered part finishing, CIM ceramic component polishing, hot isostatic pressing surface prep, powder coating preparation, e-coat pretreatment, liquid paint preparation, anodizing Type II prep, anodizing Type III hard coat prep, chromate conversion preparation, electroless nickel preparation, electrolytic nickel plating prep, electropolishing post-treatment, passivation surface conditioning, PVD coating preparation, CVD coating prep, thermal spray surface preparation, cold spray preparation, laser cladding surface finishing, electron beam welding cleanup, friction stir welding flash removal, ultrasonic welding deflashing, vibration welding cleanup, spin welding gate removal, hot plate welding parting line removal
Comprehensive financial analysis demonstrates compelling ROI for ceramic media finishing versus manual deburring and alternative technologies:
Modern finishing operations integrate comprehensive compliance programs addressing occupational safety, environmental protection, and quality management requirements:
Leverage our global team of certified finishing specialists providing complete technical assistance including no-cost process feasibility studies, free media sample evaluation programs, on-site equipment demonstrations, pilot production trials, process validation support, operator certification training, troubleshooting expertise, continuous improvement consultation, and ongoing partnership throughout your product lifecycle ensuring maximum return on your surface finishing technology investment.
Request comprehensive technical literature, material safety data sheets (SDS/MSDS), third-party test reports, customer case studies, equipment specification sheets, and competitive quotations featuring volume discounts, consignment inventory programs, vendor-managed inventory (VMI), and flexible payment terms supporting your procurement requirements and financial objectives.
| Picture | Product Name | Specification (mm) | Function (Wet-Grinding) | Shape | |||||
|---|---|---|---|---|---|---|---|---|---|
| VR | R | N | NF | F | FF | ||||

|
Brown Fused Alumina (Angle Cut Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20、25*25、30*30 |
● | ● | Angle Cut Triangle | ||||
|
Brown Fused Alumina (Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20、25*25、30*30 |
● | ● | Triangle | ||||

|
Brown Fused Alumina (Ball) |
2、4、6、8、10、12、15、20 | ● | ● | ● | ● | Ball | ||

|
Brown Fused Alumina (Angle Cut Cylinder) |
2*4、3*6、4*8、5*10、6*12、8*16 | ● | ● | Angle Cut Cylinder | ||||
   
|
Plastic (Cone) | 5*5、6*6 | ● | ● | ● | Cone | |||
|
8*8、10*10、12*12、15*15、 20*20、25*25、30*30、35*35、 40*40、45*45、50*50 |
● | ● | ● | ||||||
|
8*8、10*10、12*12、15*15、 20*20、25*25、30*30、35*35、 40*40、45*45、50*50 |
● | ● | ● | ||||||
|
8*8、10*10、12*12、15*15、 20*20、25*25、30*30、35*35、 40*40、45*45、50*50 |
● | ● | |||||||

|
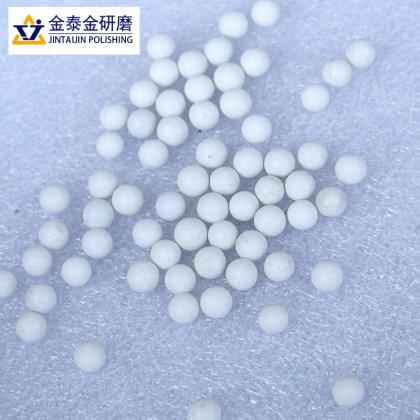
Ceramic (Ball) | 2、4、6、8、10、12、15、20 | ● | ● | ● | Ball | |||

|
Ceramic (Angle Cut Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20 |
● | ● | Angle Cut Triangle | ||||

|
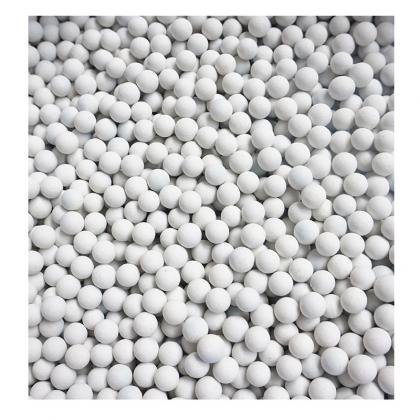
Alumina Porcelain (Ball) | 2、4、6、8、10、12、15、20 | ● | ● | Ball | ||||

|
Alumina Porcelain (Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20 |
● | ● | Triangle | ||||

|
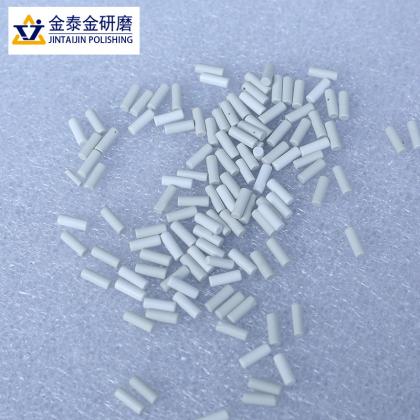
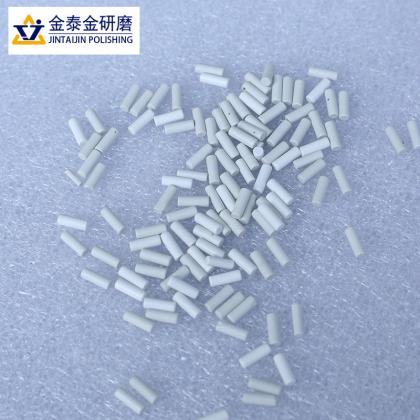
High-frequency Porcelain | 1.3*3、1.5*5、2.5*8、3*10、4*14 | ● | ● | ● | Cylinder | |||

|
Alumina Porcelain 3P | 8#、12#、16#、24#、32#、36# | ● | ● | Irregular | ||||
|
Alumina Porcelain 3P-1 | 8#、12#、16#、24#、32#、36# | ● | ● | Irregular | ||||
| Picture | Product Name | Specification (mm) | Function (Dry-Grinding) | Shape | |||||
|---|---|---|---|---|---|---|---|---|---|
| VR | R | M | MF | F | FF | ||||

|
Walnut Shell | 8#、12#、16#、24#、32#、36#、80# | ● | ● | ● | Irregular | |||

|
Wood (Bullet) | 0.5*2、0.5*2.5、0.5*3 | ● | ● | Bullet | ||||
| - | Wood (Rhombus) | 2*2、3*3 | ● | ● | Rhombus | ||||

|
Wood (Square) | 6*6、7*7 | ● | ● | Square | ||||
| - | Bamboo (Rhombus) | 2*2、3*3 | ● | ● | ● | Rhombus | |||
| - | Stone Powder | Powder | ● | ● | ● | Powder | |||
Performance Grade Definitions: VR=Very Rough (Maximum Material Removal); R=Rough (Heavy Deburring); N=Normal (Standard Processing); M=Medium (Balanced Finishing); NF=Normal Fine (Intermediate Surface); MF=Medium Fine (Pre-Polishing); F=Fine (High-Quality Surface); FF=Very Fine (Mirror-Class Finish)
Customized media formulations, proprietary shape designs, and application-specific abrasive blends available with engineering support and minimum order requirements.
Complete technical assistance available including process feasibility analysis, media sampling programs, equipment trials, compound testing, validation studies, and comprehensive documentation supporting your quality system and regulatory compliance requirements.
Email : info@surface-polish.com





 IPv6 network supported
IPv6 network supported 





















 +86-592-2381506
+86-592-2381506 