
Fast Cutting Ceramic Deburring Media is a high-quality abrasive material used for removing burrs from metal and other materials. This media is made of ceramic particles that have been designed to cut through tough materials quickly and efficiently. The fast cutting action of this ceramic media makes it an ideal choice for deburring applications where time is of the essence. This deburring media is also long-lasting and durable, ensuring that it will provide reliable results over an extended period of use. Choose Fast Cutting Ceramic Deburring Media for efficient and effective deburring of your materials.
Item NO.:
Cutting Ceramic MediPayment:
T/T, L/C, Western Union,Money GrainProduct Origin:
Xiamen ChinaShipping Port:
xiamenLead Time:
30 daysProduct Detail
Professional ceramic finishing media represents the leading-edge solution for contemporary surface treatment and component conditioning workflows. Engineered across comprehensive shape architectures, precision-controlled size specifications, and performance-optimized cutting grades, these advanced abrasive materials deliver exceptional results for metallic surface preparation, composite material finishing, and engineered workpiece enhancement. Premium ceramic compounds exhibit validated performance with oscillating barrel systems, reciprocating bowl finishers, high-speed rotary processors, and automated conveyor lines while efficiently treating varied substrates including aircraft-grade aluminum, marine bronze castings, implantable titanium alloys, telecommunications copper, and automotive zinc die-castings.
Exceptional surface treatment results require systematic process planning and informed media specification decisions. Critical parameters include part dimensional characteristics, feature accessibility analysis, base material hardness, pre-treatment surface condition, and final quality specifications. Applications range from heavy sand casting cleanup and permanent mold gate trimming to micro-edge conditioning and ultra-smooth cosmetic finishing, where professional ceramic media provides documented reliability and traceable process consistency supporting manufacturing operations requiring aerospace certification, medical device validation, automotive quality standards, and defense contractor qualifications.
Professional ceramic media technology supports specialized manufacturing requirements across diverse industrial sectors demanding rigorous quality control and complete process documentation:
Superior finishing outcomes depend on rigorous selection methodology integrating materials engineering, surface science, and validated industrial experience:
Appropriate media sizing follows fundamental tribological principles ensuring adequate surface contact without lodging risks in critical part features. Ultra-miniature media (0.2-1.0mm) addresses MEMS components, microfluidic devices, miniature medical implants (<5mm envelope), micro-springs, Swiss-type automatic lathe parts (diameter <2mm), watchmaking components (hairsprings, escape wheels, pallet forks). Precision miniature media (1.5-4mm) serves small fasteners (M1.6-M6 threads), miniature aerospace components, small electrical contacts, precision optical mounts, medical micro-instruments. Standard production sizes (5-10mm) handle typical automotive parts, general industrial components, commercial valve assemblies, standard hardware, CNC production parts. Industrial heavy-duty media (12-22mm) processes structural castings, large forgings, weldments, mining machinery, earthmoving equipment. Specialty oversized media (25-80mm) accommodates shipbuilding components, power generation equipment, heavy industrial fabrications, and large infrastructure components requiring substantial media mass for effective processing.
Professional ceramic media delivers optimum results when integrated with advanced equipment platforms featuring intelligent controls, automated monitoring, and data-driven process management:

State-of-the-art circular bowl design with programmable toroidal flow patterns, inverter-driven frequency modulation (600-3800 VPM range), PLC process automation (Allen-Bradley, Siemens, Mitsubishi platforms), color touchscreen HMI (7"-15" displays), automatic chemical injection systems, ultrasonic level sensors, recipe management (100+ stored programs), data logging, Ethernet/IP connectivity, OPC-UA protocol support, and remote diagnostics enabling predictive maintenance scheduling and OEE monitoring.

Premium centrifugal finishing platform generating 35-90 G-force centrifugal acceleration, ultra-fast 4-12 minute processing cycles, mirror-finish surface development (Ra 0.05-0.15 microns), precision servo motor control, variable-speed rotation (0-300 RPM disc, 0-600 RPM turret), sound-insulated enclosures (<72 dBA working environment), automatic unload discharge, ideal for titanium aerospace structural components, cobalt-chrome dental prosthetics, platinum jewelry finishing, and high-precision optical components requiring exceptional surface quality.

Innovative rotating fixture technology providing controlled workpiece orientation, selective area finishing capability, directional edge treatment, continuous high-throughput processing, 2D barcode/QR code scanning for traceability, integrated machine vision inspection (pre-process and post-process imaging), automatic accept/reject sorting, real-time dimensional verification, SPC charting (X-bar, R-chart, Cp/Cpk calculation), complete genealogy tracking satisfying aerospace AS9100D, automotive IATF 16949, and medical ISO 13485 traceability requirements.

Cost-effective batch tumbling with dual, quad, hex, or octal barrel configurations (2-8 stations), independent variable-frequency drives per barrel, digital programmable timers (1 minute - 999 hours range), polyurethane-lined barrels (60-90 Shore A durometer) minimizing noise transmission (<68 dBA), optional liquid-tight construction for wet processing, automatic start/stop scheduling, gentle cascading motion preventing part damage, perfect for overnight unattended runs, investment casting cleanup, heat treat descaling, rust oxide removal, and achieving uniform matte finishes on precision sand castings and die-cast components.
Comprehensive materials science understanding enables precise process engineering and predictable quality outcomes:
World-class surface finishing operations implement advanced process control integrating statistical methods, real-time monitoring, and continuous improvement practices:
Utilize Design of Experiments (DOE) methodology including full factorial designs, fractional factorial designs (Resolution III, IV, V), Plackett-Burman screening, Box-Behnken response surface, Central Composite Design (CCD), to establish optimal media-to-part volumetric ratios: 1.2:1-2.0:1 for maximum material removal applications, 2.5:1-4.5:1 for balanced deburring/finishing, 5:1-8:1 for quality-focused polishing, 10:1-14:1 for ultra-delicate component processing. Implement precision monitoring via strain-gauge load cells (NTEP certified, 0.03%-0.05% accuracy class III, 5000-10,000 divisions), digital weight indicators (±0.02 lb resolution), automated data logging (USB, RS-232, Ethernet connectivity), and statistical process control charts (individual-X moving-range, X-bar and R charts, X-bar and S charts) documenting load consistency achieving process capability Cp >1.67 and Cpk >1.33 for critical aerospace/medical applications requiring rigorous process validation per FDA 21 CFR Part 11 electronic records requirements.
Deploy sophisticated chemical dosing infrastructure featuring: precision peristaltic pumps (±1.5% flow accuracy, self-priming capability, ±0.5% repeatability), pulsation-dampened diaphragm metering pumps (±1% accuracy, 10,000:1 turndown ratio), positive-displacement gear pumps, or mass flow controllers for gaseous additives. Implement comprehensive monitoring systems including: in-line conductivity measurement (±0.5% reading accuracy, automatic temperature compensation 0-100°C, electrode constant K=0.1, 1.0, 10.0), pH electrodes (combination glass electrode, automatic temperature compensation, ±0.02 pH units, tri-point calibration pH 4.01/7.00/10.01 buffers), ORP measurement (platinum-titanium or gold electrodes, ±1 mV accuracy, -1000 to +1000 mV range), turbidity monitoring (nephelometric method, 0-4000 NTU range, ±2% accuracy), and refractometry (0-95 Brix, ±0.1° Brix accuracy, automatic temperature compensation). Enable closed-loop PID control (proportional-integral-derivative algorithms, tunable parameters Kp/Ki/Kd) automatically adjusting compound injection rates maintaining concentration within ±3% target specifications, pH within ±0.15 units target, temperature within ±2°C setpoint, documented on circular chart recorders, paperless data loggers, or integrated SCADA systems providing 24/7 trending and alarming capabilities.
Establish comprehensive process control documentation specifying: media description (manufacturer, product code, shape, size, grade, lot/batch number), precise loading quantities (media weight ±1.5%, part weight ±0.8%, documented via certified scales traceable to NIST), compound specification (manufacturer, product name, type classification, concentration ±0.3%, dilution ratio, lot number), water parameters (volume ±2%, hardness 75-100 ppm as CaCO₃, total dissolved solids 200-400 ppm, chlorides <30 ppm, sulfates <100 ppm, iron <0.3 ppm, pH 6.8-7.4, temperature 18-28°C), equipment settings documented (vibratory frequency ±8 Hz verified via tachometer, amplitude ±0.3mm verified via dial indicator, barrel rotation ±0.8 RPM verified via timer), cycle duration with staged intermediate inspections (first-piece inspection at 20%, mid-process check at 50%, pre-completion review at 85%, final acceptance at 100%), acceptance criteria (dimensional tolerances per print, edge radius targets 0.003"-0.015" typical range measured via optical comparator or radius gauges, surface roughness Ra/Rz/Rmax specifications measured via contact or optical profilometry, visual appearance standards using approved limit samples per ASTM D4449, surface cleanliness validated via particulate extraction and counting per VDA 19 or ISO 16232). Validate processes through initial process capability studies (minimum 75-100 piece sample size, normality testing via Anderson-Darling, Ryan-Joiner, Kolmogorov-Smirnov tests, capability indices Pp >2.0, Ppk >1.67 for critical-to-quality characteristics), ongoing production monitoring (SPC charts, reaction plans for out-of-control conditions), and periodic revalidation (annual minimum, or after process changes, equipment moves, personnel turnover, material supplier changes).
Implement comprehensive media lifecycle tracking monitoring: cumulative operating hours (digital hour meters, totalizers integrated with equipment controls), total part throughput (production counters, barcode scanning systems, MES integration), media degradation quantification via periodic sieve analysis (weekly or biweekly frequency, Tyler Standard Screen Scale or US Standard Sieve Series, 10-15 minute mechanical agitation, percentage retained on each screen, calculating mean particle size, size distribution spread, fines generation <#60 mesh or <250 microns), shape retention assessment through visual comparison against photographic standards or microscopic examination (stereomicroscope 10X-40X magnification documenting corner wear, edge rounding, fracturing patterns), cutting performance validation processing certified test specimens (aluminum 6061-T6 test coupons, brass C360 standards, stainless 304 witness pieces) with documented pre-process and post-process Ra measurements, material removal weight loss, edge radius formation, cycle time requirements. Establish proactive replacement schedules including: routine media additions (8-12% fresh media replenishment every 10-14 days during steady-state operation compensating for normal attrition, shape degradation, size reduction), complete media changeouts scheduled before performance degradation (typically 75-80% of established service life based on initial validation studies, adjusted based on actual production experience and quality trending data). Deploy inventory management systems including two-bin kanban (visual management, automatic reorder when first bin depleted), min-max inventory control (reorder point calculation considering lead time, usage rate, safety stock), or vendor-managed inventory (VMI) programs where suppliers monitor consumption and automatically replenish stock ensuring continuous production without excess capital tied up in consumable inventories.
Design comprehensive wastewater management infrastructure including: inlet pre-filtration (duplex basket strainers with 40-100 mesh screens, automatic backwash capability, differential pressure switches), pH adjustment (acid feed systems using sulfuric or hydrochloric acid, alkali feed using sodium hydroxide or lime slurry, static in-line mixers or mechanical flash mix tanks, pH control ±0.3 units setpoint), coagulation/flocculation (polymer injection systems, anionic/cationic/nonionic polymer selection based on waste characterization, rapid mix 100-300 rpm, slow mix 20-50 rpm, 15-25 minute retention), clarification (inclined plate settlers 0.5-2 gpm/ft² surface loading, dissolved air flotation DAF systems, lamella clarifiers), filtration systems (multimedia sand filters with anthracite/sand/garnet layers, depth cartridge filters 1-50 micron ratings, bag filters, automatic backwash controls), oil removal (API separators for free oil, coalescing plate packs for emulsified oil, oil skimmers, activated carbon polishing), final treatment (activated carbon adsorption removing organics/color/odor, ion exchange softening/deionization, reverse osmosis membrane systems 95-99% rejection, electrocoagulation), achieving >92% water recycle rates, total suspended solids <25 mg/L in recycle stream, heavy metals meeting discharge limits (total chromium <2 mg/L, hexavalent chromium <0.05 mg/L, nickel <2 mg/L, copper <2 mg/L, zinc <2 mg/L), and optional zero liquid discharge (ZLD) capability via evaporators, crystallizers, or membrane concentrators for water-scarce regions or strict discharge prohibition facilities.
Maintain rigorous calibration programs complying with ISO/IEC 17025 General Requirements for Competence of Testing and Calibration Laboratories: vibratory frequency verification using optical/laser tachometers (±0.3% accuracy, traceable to national metrology institute NIST/NPL/PTB, annual calibration cycle), amplitude measurement via precision dial indicators or LVDT transducers (±0.0005" resolution, semi-annual verification), load cell calibration using certified test weights (ASTM E617 Class F weights minimum, 5-point calibration 0-25-50-75-100% capacity, annual recertification), timer accuracy validation via certified stopwatches or frequency counters (±0.05%, biennial calibration), pH electrode calibration (three-point minimum using pH 4.01, 7.00, 10.01 NIST-traceable buffers, slope verification 92-102% Nernstian response, monthly calibration with daily verification checks), conductivity cell constant determination (potassium chloride standard solutions 0.01M, 0.1M, 1.0M, cell constant verification ±3%, monthly calibration). Maintain comprehensive calibration records documenting: calibration dates, next due dates, technician performing calibration (name, signature, certification if applicable), equipment identification (serial number, asset tag, location), calibration standards used (description, serial number, calibration expiration, traceability statement), environmental conditions (temperature, humidity if relevant), as-found data (pre-calibration readings), adjustments performed, as-left data (post-calibration readings), acceptance criteria (tolerances, pass/fail limits), out-of-tolerance notifications and corrective actions, and calibration certificates stored satisfying ISO 9001 clause 7.1.5 Monitoring and Measuring Resources, AS9100 requirements, ISO 13485 medical device standards, plus customer-specific audit requirements ensuring measurement system integrity and traceability throughout the supply chain.
Engineer sophisticated sequential processing strategies: Stage 1 Aggressive Deburring (coarse ceramic media P60-P100 grit equivalent, heavy-cut compound 1:15-1:25 dilution ratio, 12-25 minute cycle) removing investment casting gates/runners/sprues, forging flash/parting lines, sand casting fins/veins, die casting overflow/biscuits, machining burrs/sharp edges; Stage 2 Intermediate Smoothing (medium ceramic P150-P220 grit, balanced compound 1:25-1:35 dilution, 25-50 minute cycle) refining surface texture, establishing uniform appearance, radiusing edges 0.005"-0.015"; Stage 3 Pre-Polish Conditioning (fine ceramic P280-P400 grit, mild abrasive compound 1:35-1:50 dilution, 45-90 minute cycle) developing consistent base finish, removing intermediate scratches, establishing foundation for final polishing; Stage 4 Fine Polishing (very fine ceramic P600-P1000 grit, soap-based burnishing compound 1:50-1:75 dilution, 1.5-3 hours) achieving target Ra 0.2-0.6 micron specifications, developing satin/matte appearance; Stage 5 Final Burnishing (ultra-fine porcelain P1200-P2000 or stainless steel media, non-abrasive burnishing soap 1:75-1:100 dilution, 2-6 hours) creating maximum surface brightness, mirror-like reflectivity, Ra <0.15 microns, suitable for subsequent bright nickel plating, decorative chrome plating, anodizing Type II with dye, powder coating high-gloss finishes, or liquid paint applications requiring minimal orange peel and maximum DOI (distinctness of image).
Deploy multi-parameter inspection methodology incorporating: Contact stylus profilometry (Mahr MarSurf, Mitutoyo Surftest, Taylor Hobson Surtronic series, 2µm diamond stylus, 0.8mm evaluation length, 5 measurements minimum, Ra/Rq/Rz/Rt parameters per ISO 4287/4288), 3D optical profilometry (Keyence VK-X laser confocal, Bruker ContourGT white-light interferometer, Zygo NewView coherence scanning, Sa/Sq/Sz areal parameters per ISO 25178), edge radius measurement (optical comparator Mitutoyo/Nikon 20X-100X magnification, calibrated radius gages, optical edge finder, non-contact laser scanners), dimensional verification (digital micrometers ±0.00005" Mitutoyo, dial calipers ±0.001", height gages, coordinate measuring machines CMM for GD&T verification of position, profile, perpendicularity, parallelism, concentricity per ASME Y14.5), visual appearance assessment (GTI Graphic Technology light booth with D50/D65/TL84/CWF/A illuminants, 5000K-6500K color temperature, approved visual standards/limit samples per ASTM D4449, color difference evaluation ΔE per ASTM D2244 using spectrophotometers/colorimeters), surface cleanliness validation (UV black light inspection 365nm wavelength detecting fluorescent residues/stains, white cotton glove wipe test, gravimetric particulate extraction VDA 19 Part 1 pressure rinsing method or VDA 19 Part 2 ultrasonic extraction, particle counting/sizing automated microscopy or coulter counter, metallic contamination analysis ICP-MS per ISO 16232), adhesion testing for subsequent coating operations (cross-hatch adhesion ASTM D3359 X-cut method 1mm spacing, pull-off adhesion testing ASTM D4541 using PosiTest AT hydraulic adhesion tester 14mm-50mm dollies), and corrosion resistance verification (neutral salt spray testing ASTM B117 continuous spray 5% NaCl solution 35°C, acetic acid salt spray ASTM B368 CASS test, cyclic corrosion testing per GMW 14872, Volvo VCS, Renault, or customer-specific corrosion standards requiring multi-stage exposure wet/dry/humidity cycling simulating real-world service environments).
Explore comprehensive finishing technologies, integrated surface treatment processes, and complete manufacturing solutions:
Complete Ceramic Abrasive Portfolio: Regular-density aluminum oxide (bulk density 1.8-2.2 g/cm³), high-density alumina (2.3-2.8 g/cm³), ultra-high-density alumina (2.9-3.4 g/cm³), zirconia-toughened alumina ZTA composites (10-20% ZrO₂), partially-stabilized zirconia PSZ (3-5 mol% Y₂O₃), fully-stabilized zirconia FSZ (8 mol% Y₂O₃), yttria-stabilized zirconia YSZ, magnesia-stabilized zirconia, ceria-stabilized zirconia, black silicon carbide (α-SiC hexagonal structure, 9.3 Mohs hardness), green silicon carbide (β-SiC cubic structure, higher purity), reaction-bonded SiC (RBSC infiltrated silicon), sintered silicon carbide SSiC (pressureless sintered, hot-pressed HPSC, reaction-bonded), boron carbide B₄C (9.5 Mohs hardness, lightweight 2.52 g/cm³), titanium diboride TiB₂, tungsten carbide WC-Co cemented carbides (6%-25% cobalt binder), natural diamond (type Ia, Ib, IIa, IIb), synthetic diamond HPHT (high-pressure high-temperature), CVD diamond (chemical vapor deposition), polycrystalline diamond PCD compacts, single-crystal diamond, cubic boron nitride CBN (Borazon), polycrystalline cubic boron nitride PCBN, cerium oxide CeO₂ (rare earth polishing), iron oxide rouge (Fe₂O₃ jewelers rouge), chromium oxide Cr₂O₃ (green rouge), aluminum oxide polishing (gamma alumina γ-Al₂O₃), tin oxide SnO₂ (putty powder), zirconium silicate, pumice, diatomaceous earth, tripoli, rottenstone
Polymer and Organic Media Systems: Thermosetting resins (urea-formaldehyde UF, melamine-formaldehyde MF, phenol-formaldehyde PF bakelite, epoxy resins), thermoplastic polymers (polyester PET/PBT, acrylic PMMA, polycarbonate PC, ABS acrylonitrile-butadiene-styrene, polypropylene PP, polyethylene HDPE/LDPE, nylon PA6/PA66/PA11/PA12, PEEK polyetheretherketone, PPS polyphenylene sulfide, PEI polyetherimide Ultem, PAI polyamide-imide Torlon, PTFE Teflon, PFA, FEP), polyurethane elastomers (polyester-based, polyether-based, Shore A 50-95 durometer range, aromatic, aliphatic), natural organic media (black walnut shell Juglans nigra, English walnut shell, pecan shell Carya illinoinensis, almond shell Prunus dulcis, hazelnut shell Corylus, apricot pit kernel Prunus armeniaca, peach pit Prunus persica, olive pit Olea europaea, cherry pit Prunus avium, plum pit, coconut shell Cocos nucifera, palm kernel shell, macadamia nut shell, pistachio shell, cashew shell), agricultural byproducts (corn cob Zea mays, ground corncobs fine/medium/coarse grades, wheat bran, rice hull ash, oat hulls, buckwheat hulls, peanut shells Arachis hypogaea, sunflower seed hulls Helianthus, coffee chaff, cocoa bean shells), wood media (hardwood species oak Quercus, maple Acer, walnut Juglans, cherry Prunus, ash Fraxinus, birch Betula, hickory Carya, softwood species pine Pinus, cedar Cedrus, fir Abies, spruce Picea, hemlock Tsuga), plant fibers (bamboo fiber Bambusoideae, sisal fiber Agave sisalana, hemp fiber Cannabis sativa, jute fiber Corchorus, coir fiber coconut husk, kenaf fiber Hibiscus cannabinus, flax fiber Linum usitatissimum linseed, ramie fiber Boehmeria nivea)
Metallic Media and Steel Products: Carbon steel media (low-carbon <0.25% C, medium-carbon 0.25-0.60% C, high-carbon 0.60-1.00% C, wire-cut shot, cast shot SAE J827 specifications, grit angular), stainless steel austenitic grades (201, 202, 301, 302, 303, 304, 304L, 316, 316L, 321, 347 chromium-nickel), stainless ferritic (409, 430, 434, 436, 439, 444 chromium-based), stainless martensitic (410, 420, 440A/B/C heat-treatable), stainless precipitation-hardening (17-4PH, 15-5PH, 17-7PH, PH13-8Mo age-hardenable), stainless duplex (2205, 2304, 2507 ferritic-austenitic), chrome-plated carbon steel (decorative chrome 0.3-0.8µm, hard chrome 2-250µm, micro-cracked, micro-porous), electroless nickel-plated (EN low-phosphorus 1-5% P, medium-phosphorus 6-9% P, high-phosphorus 10-13% P), zinc-plated/galvanized (electroplated, hot-dip galvanized, mechanical galvanizing, zinc-nickel alloy), copper-plated, brass media (free-cutting brass C36000, cartridge brass C26000, naval brass C46400, admiralty brass C44300-C44500, aluminum brass C68700), bronze alloys (phosphor bronze C51000-C52400, aluminum bronze C95200-C95800, silicon bronze C65100-C65500, manganese bronze C86100-C86800), pure copper shapes (oxygen-free electronic OFE C10100, oxygen-free OF C10200, electrolytic tough pitch ETP C11000, deoxidized high-phosphorus DHP C12200), aluminum media (1100 commercially pure, 6061-T6 structural, 7075-T6 aerospace), zinc die-cast media (Zamak 3, Zamak 5, Zamak 7, ZA-8, ZA-12, ZA-27 zinc-aluminum alloys), lead-free alternatives, ceramic-coated steel (aluminum oxide coating, zirconia coating), glass bead impregnated polymer, tungsten heavy metal alloys, tool steel pins (M2 molybdenum high-speed steel, M42 cobalt high-speed steel, D2 air-hardening tool steel, A2 air-hardening chromium steel, O1 oil-hardening, H13 hot-work), bearing-quality steel spheres (52100 through-hardened chrome steel, 440C stainless martensitic, silicon nitride Si₃N₄ ceramic bearings), music wire ASTM A228 (0.004"-0.250" diameter carbon steel, oil-tempered spring wire ASTM A229), safety pins stainless, split rings, jump rings, various fastener media
Processing Equipment Platforms: Vibratory equipment (horizontal tub rectangular/U-channel, round bowl toroidal flow, linear reciprocating straight-line, circular orbital, compound-action multi-axis), rotary barrel equipment (single-axis hexagonal, octagonal, double-cone, triple-cone, quad station, hex station, octal station, planetary multi-station), centrifugal finishing equipment (centrifugal barrel satellite 4-8 stations, centrifugal disc high-energy 30-90 G-force, horizontal spindle, vertical spindle), specialty equipment (drag finishing rotating fixture immersion, stream finishing continuous flow-through, belt finishing abrasive belt contact, disc-belt combination, orbital disc, planetary centrifugal, gyroscopic tumbling, acoustic vibration)
Surface Treatment Technologies: Mechanical methods (manual deburring files/scrapers/stones, pedestal grinding, belt sanding, disc sanding, rotary files/burrs, wire brushing manual/powered), thermal methods (thermal energy method TEM combustible gas mixture, cryogenic deflashing liquid nitrogen -196°C/dry ice -78°C), chemical methods (chemical deburring acid/alkaline etchants, chemical milling maskant-protected material removal, chemical polishing brightening, electrochemical deburring ECD localized electrolyte dissolution, electrochemical machining ECM, electropolishing anodic dissolution surface smoothing/passivation), advanced methods (abrasive flow machining AFM extrudable abrasive polymer through passages, magnetic abrasive finishing MAF magnetic field-assisted, ultrasonic machining USM high-frequency vibration with abrasive slurry, ultrasonic deburring cavitation bubble collapse, laser deburring/ablation pulsed laser energy, waterjet deburring high-pressure 40,000-90,000 PSI), peening/burnishing (shot peening controlled plastic deformation inducing compressive stress, conventional shot peening, dual peening sequential treatments, laser shock peening LSP without contact, ultrasonic shot peening USSP, cavitation peening, water peening, roller burnishing, ball burnishing, deep rolling, low plasticity burnishing LPB, surface densification/work hardening)
Cleaning and Chemical Processing: Aqueous cleaning (alkaline cleaners sodium hydroxide/potassium hydroxide/sodium carbonate/phosphates, neutral detergents surfactant-based, acidic cleaners mineral/organic acids, emulsion cleaners solvent-water emulsions), solvent cleaning (halogenated solvents trichloroethylene TCE/perchloroethylene PCE being phased out, hydrocarbon solvents mineral spirits/Stoddard solvent/d-limonene, modified alcohols isopropanol IPA/n-propyl bromide nPB, hydrofluoroethers HFE, hydrofluorocarbons HFC), vapor degreasing (vapor phase solvent condensation cleaning), ultrasonic cleaning (frequency selection 25-40 kHz power cleaning, 40-80 kHz precision cleaning, 80-200 kHz delicate/damage-sensitive, megasonic 800kHz-2MHz semiconductor wafer cleaning), CO₂ cleaning (CO₂ snow sublimation, supercritical CO₂), plasma cleaning (low-pressure plasma etching/ashing, atmospheric plasma treatment), acid treatment (pickling hydrochloric HCl/sulfuric H₂SO₄/nitric HNO₃/phosphoric H₃PO₄, descaling, oxide removal, rust removal, passivation citric acid 4-10% or nitric acid 20-25% for stainless), alkaline treatment (heavy-duty degreasing, paint stripping, phosphate coating zinc/manganese/iron phosphate for corrosion protection and paint adhesion), chelating (EDTA/NTA/phosphonates for scale removal), conversion coating (chromate hexavalent being replaced by trivalent chromium, zirconium-based, titanium-based, silane-based, nanoceramic coatings)
Advanced Manufacturing Post-Processing: Additive manufacturing finishing (DMLS direct metal laser sintering Ti-6Al-4V/AlSi10Mg/Inconel 625/17-4PH, SLM selective laser melting support structure removal/powder removal/surface finishing, EBM electron beam melting Ti-6Al-4V rough surface smoothing, binder jet metal post-infiltration cleanup, FDM/FFF fused deposition support removal/layer line smoothing, SLA/DLP stereolithography layer line elimination/support removal, material jetting model finishing, polyjet support wax removal), powder metallurgy (PM press-and-sinter deburring, MIM metal injection molding brown part handling/sintered part finishing, CIM ceramic injection molding, HIP hot isostatic pressing surface conditioning), casting processes (investment casting lost-wax/ceramic shell removal/gate-runner cleanup, sand casting green sand/resin-bonded/sodium silicate/shell mold parting line removal, permanent mold gravity/low-pressure die parting line removal, die casting HPDC aluminum/zinc/magnesium gate-overflow-flash removal), molding processes (injection molding flash/gate/runner removal thermoplastics, gas-assist molding, water-assist molding, co-injection, overmolding insert molding, two-shot multi-material, micro-molding, compression molding SMC/BMC, transfer molding thermosets, blow molding HDPE/PET pinch-off removal, rotational molding PE/nylon seam finishing, thermoforming HIPS/PET/PVC edge trimming, vacuum forming), joining processes (laser welding spatter removal, TIG/MIG/resistance spot weld cleanup, friction stir welding FSW flash removal, ultrasonic welding plastic part deflashing, vibration welding cleanup, spin welding gate removal, hot plate welding parting line smoothing, adhesive bonding squeeze-out removal), forming processes (stamping/blanking/punching shear burr removal, bending/folding edge cleanup, deep drawing, hydroforming, tube bending, roll forming, forging hot/warm/cold flash removal, extrusion die lines removal, wire drawing, tube drawing, metal spinning, shear spinning, flow forming)
Collaborate with our experienced finishing specialists providing comprehensive support including complimentary facility surveys, free process feasibility assessments, sample media evaluation programs (10-50 lb trial quantities shipped prepaid), on-site equipment demonstrations at your facility, pilot production validation trials, complete process development services, PPAP documentation assistance (level 3-5 submission support), first article inspection coordination, process capability studies, operator training programs (hands-on and classroom formats, customized training materials, competency assessment, certification programs), ongoing SPC support, troubleshooting assistance (phone/email/video conference/on-site visits), quarterly business reviews, continuous improvement initiatives (kaizen events, 5S implementation, value stream mapping, waste elimination), and strategic partnership ensuring optimal performance, maximum quality output, and superior return on your surface finishing technology investment supporting your competitive advantage.
Request comprehensive information packages including detailed product literature, complete technical data sheets, globally harmonized SDS safety data sheets (16-section GHS format), independent third-party test reports, dimensional certifications, material composition analyses, performance validation data, customer success case studies with quantified results, equipment specification sheets (CAD drawings DWG/DXF/STEP formats, electrical load calculations, compressed air requirements, process water consumption, floor loading requirements), competitive quotations featuring volume-based pricing tiers (full truckload TL 40,000+ lbs, LTL less-than-truckload 500-20,000 lbs, small package UPS/FedEx), flexible commercial arrangements including consignment stocking programs, vendor-managed inventory VMI with automatic replenishment, blanket purchase orders with scheduled releases, just-in-time JIT delivery coordination, and favorable payment terms (Net 30 days, Net 60 days for qualified accounts, major credit cards accepted, purchase order financing available, equipment leasing options through third-party lessors) supporting your procurement objectives and cash flow management requirements while ensuring uninterrupted production and maximum supply chain reliability.
| Picture | Product Name | Specification (mm) | Function (Wet-Grinding) | Shape | |||||
|---|---|---|---|---|---|---|---|---|---|
| VR | R | N | NF | F | FF | ||||

|
Brown Fused Alumina (Angle Cut Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20、25*25、30*30 |
● | ● | Angle Cut Triangle | ||||
|
Brown Fused Alumina (Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20、25*25、30*30 |
● | ● | Triangle | ||||

|
Brown Fused Alumina (Ball) |
2、4、6、8、10、12、15、20 | ● | ● | ● | ● | Ball | ||

|
Brown Fused Alumina (Angle Cut Cylinder) |
2*4、3*6、4*8、5*10、6*12、8*16 | ● | ● | Angle Cut Cylinder | ||||
   
|
Plastic (Cone) | 5*5、6*6 | ● | ● | ● | Cone | |||
|
8*8、10*10、12*12、15*15、 20*20、25*25、30*30、35*35、 40*40、45*45、50*50 |
● | ● | ● | ||||||
|
8*8、10*10、12*12、15*15、 20*20、25*25、30*30、35*35、 40*40、45*45、50*50 |
● | ● | ● | ||||||
|
8*8、10*10、12*12、15*15、 20*20、25*25、30*30、35*35、 40*40、45*45、50*50 |
● | ● | |||||||

|
Ceramic (Ball) | 2、4、6、8、10、12、15、20 | ● | ● | ● | Ball | |||
|
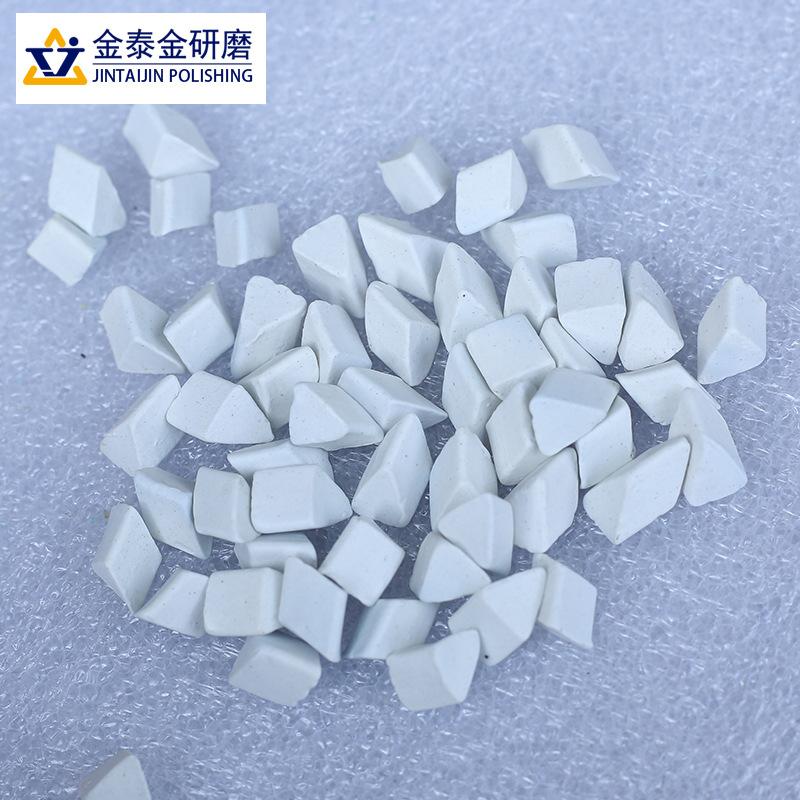
Ceramic (Angle Cut Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20 |
● | ● | Angle Cut Triangle | ||||

|
Alumina Porcelain (Ball) | 2、4、6、8、10、12、15、20 | ● | ● | Ball | ||||

|
Alumina Porcelain (Triangle) |
3*3、4*4、6*6、8*8、10*10、 12*12、15*15、20*20 |
● | ● | Triangle | ||||

|
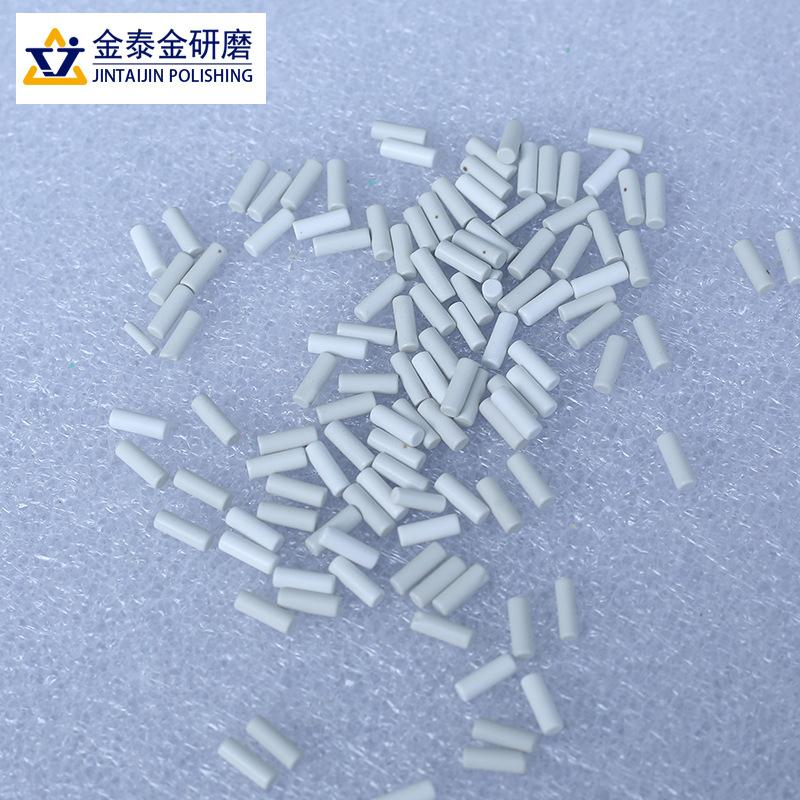
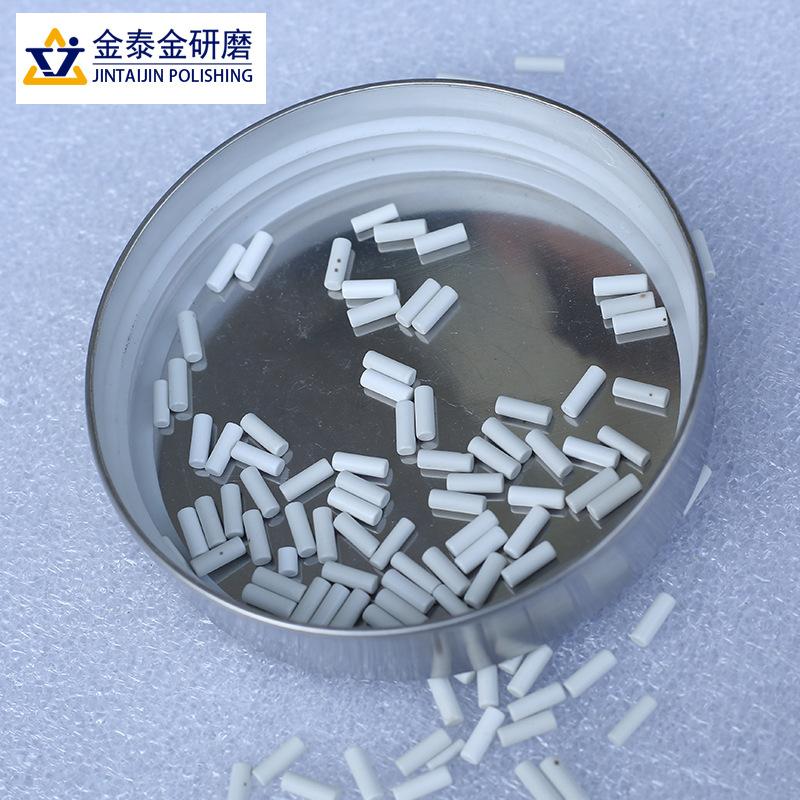
High-frequency Porcelain | 1.3*3、1.5*5、2.5*8、3*10、4*14 | ● | ● | ● | Cylinder | |||

|
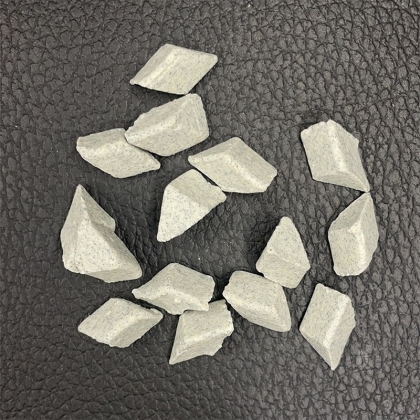
Alumina Porcelain 3P | 8#、12#、16#、24#、32#、36# | ● | ● | Irregular | ||||
|
Alumina Porcelain 3P-1 | 8#、12#、16#、24#、32#、36# | ● | ● | Irregular | ||||
| Picture | Product Name | Specification (mm) | Function (Dry-Grinding) | Shape | |||||
|---|---|---|---|---|---|---|---|---|---|
| VR | R | M | MF | F | FF | ||||

|
Walnut Shell | 8#、12#、16#、24#、32#、36#、80# | ● | ● | ● | Irregular | |||

|
Wood (Bullet) | 0.5*2、0.5*2.5、0.5*3 | ● | ● | Bullet | ||||
| - | Wood (Rhombus) | 2*2、3*3 | ● | ● | Rhombus | ||||

|
Wood (Square) | 6*6、7*7 | ● | ● | Square | ||||
| - | Bamboo (Rhombus) | 2*2、3*3 | ● | ● | ● | Rhombus | |||
| - | Stone Powder | Powder | ● | ● | ● | Powder | |||
Performance Grade Key: VR=Very Rough (Maximum Stock Removal); R=Rough (Heavy Cutting); N=Normal (Standard Processing); M=Medium (General Finishing); NF=Normal Fine (Intermediate Quality); MF=Medium Fine (Pre-Polish); F=Fine (Premium Finish); FF=Very Fine (Superior Surface)
Additional sizes, custom shapes, and specialized formulations available upon request with complete engineering support and technical documentation.
Comprehensive application assistance including process development, equipment selection, compound recommendation, validation support, and complete documentation satisfying quality system and regulatory compliance requirements.
Email : info@surface-polish.com





 IPv6 network supported
IPv6 network supported 






















 +86-592-2381506
+86-592-2381506 