









How to Remove Burrs from CNC Aluminum Parts Without Edge Damage
CNC aluminum parts often need deburring after milling, drilling, tapping, or slotting. The challenge is not only removing burrs, but removing them without rounding critical edges, denting visible surfaces, damaging threads, or changing precision dimensions.
A stable deburring process should protect the part while still producing clean edges and a consistent surface. For many aluminum parts, this means choosing the right finishing machine, media, compound, loading ratio, and cycle time instead of simply using the most aggressive abrasive process.
Why CNC Aluminum Parts Need Careful Deburring
Aluminum is softer than steel and stainless steel. This makes it easier to machine, but also easier to scratch, dent, smear, or over-round during deburring. A process that works well for steel parts may be too aggressive for aluminum.
Typical burr locations include drilled holes, tapped holes, milled slots, intersecting edges, pockets, thin walls, and sharp corners. If the finishing process is too strong, these features may lose their defined geometry.
Common Risks When Deburring Aluminum
Over-rounded edges
Excessive cycle time or aggressive media can remove too much material from functional edges, especially on thin features.
Surface dents
Heavy media or poor loading ratios may cause impact marks, particularly on visible or decorative aluminum surfaces.
Thread damage
Tapped holes and fine threads can be affected if media shape, size, or process time is not selected carefully.
Media lodging
Media can get stuck in holes, slots, and blind cavities if the size is too close to the part feature dimensions.
Choose the Right Finishing Machine
A vibratory finishing machine is often used for batch deburring CNC aluminum parts because it gives consistent media movement and good process control. For long or larger aluminum components, tub vibrators may be more suitable.
If the parts are very small, delicate, or have fine details, the machine choice should be confirmed by sample testing. The goal is to create enough relative movement between media and burrs while avoiding heavy part-on-part impact.

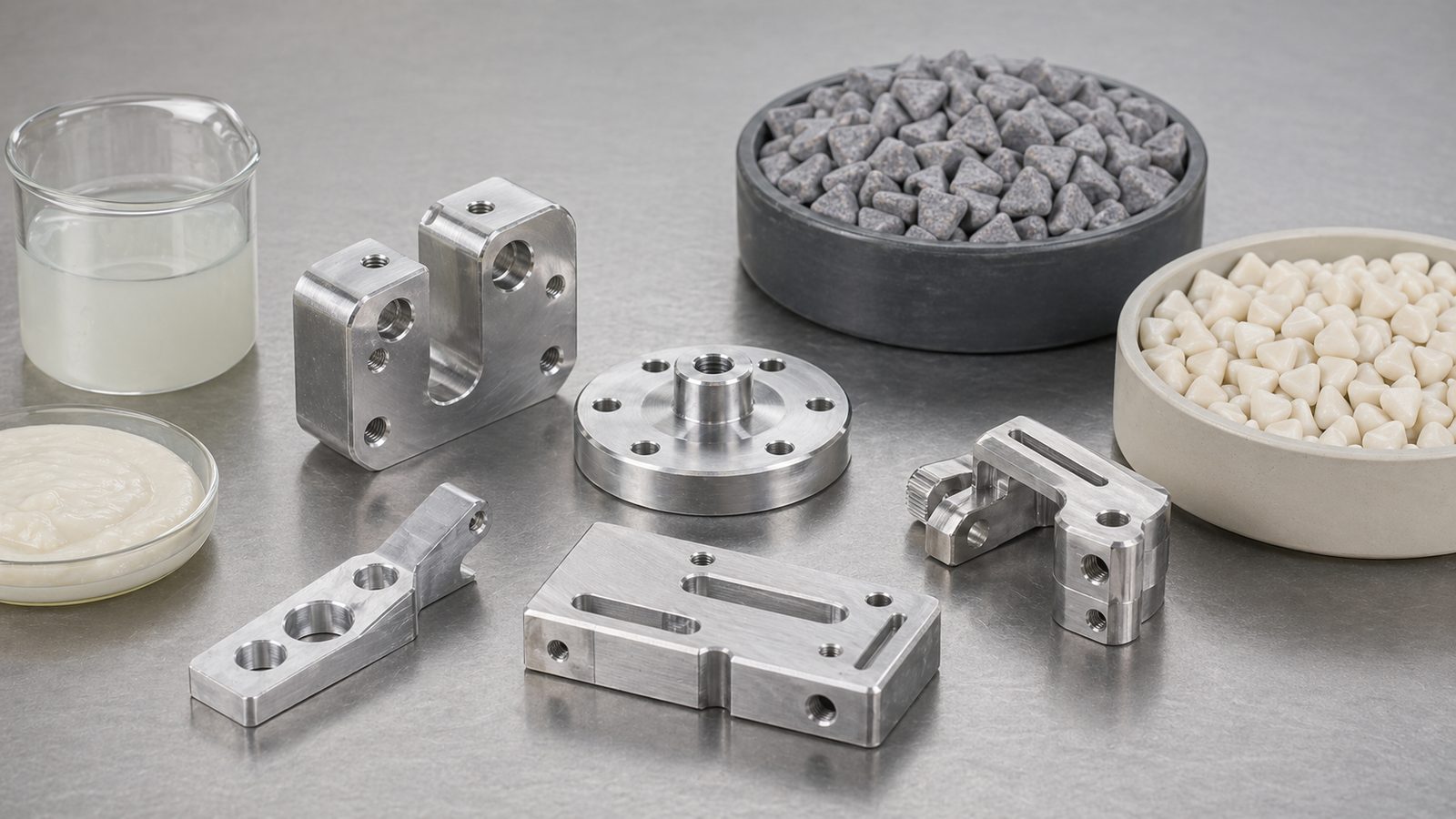
Plastic Media or Ceramic Media for Aluminum?
For many aluminum parts, plastic media is a safer first option. It is lighter than ceramic media and can reduce the risk of impact marks, especially on softer aluminum alloys and parts with visible surfaces.
Ceramic media can still be useful when burrs are stronger or when faster cutting is required. However, the grade, shape, size, and cycle time must be selected carefully so the process does not become too aggressive.
| Part Condition | Suggested Starting Point | Reason |
|---|---|---|
| Small burrs on visible aluminum surfaces | Plastic media with proper compound | Gentler action and lower risk of denting |
| Medium burrs on non-decorative parts | Fine ceramic media or selected plastic media | Balances burr removal and surface control |
| Thin walls or sharp functional edges | Short test cycle with mild media | Reduces over-rounding risk |
| Parts with many holes or slots | Media size checked against feature dimensions | Prevents media lodging and manual rework |
| Parts requiring brighter finish | Deburring step by polishing or burnishing | Deburring and bright finishing may need separate stages |
Use the Right Compound and Water Flow
Finishing compounds help clean the surface, control foam, reduce staining, improve lubrication, and carry away removed particles. This is especially important for aluminum, which can be sensitive to staining and surface smut if the process chemistry is not suitable.
The correct compound should support smooth media movement and keep the surface clean during wet finishing. Too little liquid can make the process harsh and dry. Too much liquid can reduce finishing efficiency. Final settings should be tested with real sample parts.
Recommended Test Process
Before confirming mass production, test the part with several media options and cycle times. Do not judge only by whether the burr is gone. A complete test should check dimensional edges, visible surfaces, holes, threads, slots, cycle time, cleaning result, and whether media separates cleanly from the parts.
- Start with the least aggressive process that can remove the burr.
- Inspect critical edges under consistent lighting.
- Check tapped holes and small holes for media lodging.
- Compare surface appearance before and after finishing.
- Record cycle time, compound concentration, media type, and loading ratio.
Common Mistakes to Avoid
- Using heavy cutting media when the burr is already small.
- Running a long cycle to compensate for the wrong media choice.
- Ignoring threaded holes and slots during media size selection.
- Mixing delicate aluminum parts with heavy parts in the same batch.
- Expecting one process to do heavy deburring and mirror polishing at the same time.
Related Solutions
If you are developing a deburring process for aluminum CNC parts, these resources can help you compare machines and consumables:
Need a Deburring Process for Your Aluminum Parts?
Send us your aluminum alloy, part drawings or photos, burr location, hole and slot dimensions, surface target, and production quantity. JINTAIJIN can help recommend a suitable machine, media, compound, and sample testing process for controlled deburring.
Contact our finishing team for CNC aluminum deburring support
 +86-592-2381506
+86-592-2381506 




 IPv6 network supported
IPv6 network supported 